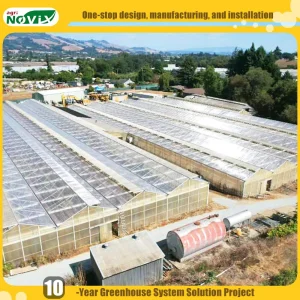
High-performance systems designed for commercial and industrial excellence.
The global indoor greenhouse and controlled environment agriculture (CEA) market is currently experiencing an unprecedented surge. As urbanization intensifies and climate change disrupts traditional open-field farming, industrial indoor greenhouses have transitioned from "niche technology" to "critical food infrastructure." From the vertical farms in Singapore to the massive glasshouses in the Netherlands, the demand for high-tech growing environments is skyrocketing.
Major economies are investing heavily in Smart Indoor Farming to ensure food security. In 2024, the market is valued at billions, driven by the need for pesticide-free produce and year-round cultivation. Large-scale greenhouse factories are now integrating AI to monitor plant health in real-time, optimizing every drop of water and watt of energy used.
Annual Growth Rate
Large Scale Projects
Yield Increase
Water Saved
The convergence of biology and technology is defining the next generation of indoor cultivation.
Modern indoor greenhouse factories are implementing robotic seeding, harvesting, and packaging. AI algorithms analyze spectral data to adjust LED lighting recipes dynamically, ensuring optimal photosynthesis for different crop stages.
Moving beyond basic irrigation, new systems use Aeroponics and Deep Water Culture (DWC) to maximize oxygenation at the root level, significantly reducing growth cycles for leafy greens and medicinal herbs.
The integration of semi-transparent solar panels on greenhouse roofs and high-efficiency heat recovery ventilation (HRV) systems is making indoor farming more sustainable and cost-effective for industrial operators.
Commercial developers in metropolises are converting warehouses into "Greenhouse Hubs" to supply local supermarkets with ultra-fresh produce within a 10-mile radius.
Suppliers are increasingly catering to the pharmaceutical industry, providing clean-room greenhouses for the cultivation of specialized botanical extracts used in medicines.
In regions like the Middle East, procurement focus is on high-insulation glass greenhouses with advanced cooling systems to defy extreme external temperatures.
Universities are procuring smart, small-scale modular greenhouses to conduct climate-resilience studies and genetic plant research.
Why global B2B buyers choose us as their long-term greenhouse infrastructure partner.
As a leading China-based greenhouse manufacturer, we offer a unique blend of industrial scale and technological agility. Our supply chain integration allows us to procure high-grade galvanized steel and tempered glass at competitive rates without compromising on quality standards.

Since its establishment, Hangzhou Brew Plant Co., Ltd. has adhered to the development philosophy of “From Plants, Research for Health.” Rooted in the field of natural plant extraction, the company focuses on the intensive processing and deep development of plant-based raw materials. With gallnut, Siraitia grosvenorii (monk fruit), turmeric, bitter orange, and Sophora japonica as its core resources, the company has established a stable supply chain and advanced production technology to transform natural plant materials into high-value functional ingredients.
The company’s main products include tannin, gallic acid, propyl gallate, mogroside (siraitin), curcumin, hesperidin, rutin, and other plant-derived compounds. These products are widely used in many industries such as pharmaceuticals, food and beverages, animal feed, textile processing, printing and dyeing, metallurgy, new materials, aerospace, and microelectronics. With reliable quality and competitive supply capability, the products are exported in large quantities to the United States, the European Union, Japan, Southeast Asia, and other international markets.
Guided by innovation and quality, Hangzhou Brew Plant Co., Ltd. continuously strengthens its research and development capabilities, production technology, and quality management systems. The company integrates modern extraction technology, purification processes, and strict quality control standards to ensure that every product meets international requirements and customer expectations.
With advanced technical strength, stable production capacity, and consistent product quality, the company provides reliable functional ingredient solutions for industries such as food, pharmaceuticals, animal nutrition, and electronic materials. Through long-term cooperation with global partners, the company is committed to delivering efficient, safe, and sustainable plant-based solutions to customers worldwide.
To ensure high standards in management and product safety, the company has obtained a series of international certifications, including ISO9001, ISO14001, ISO22000, ISO45001, and ISO56005. In addition, the company is registered with HACCP, FAMI-QS, HALAL, KOSHER, and REACH, demonstrating its commitment to global regulatory compliance and food safety standards. It is also an enterprise that has obtained Advanced AEO Certification from Customs, reflecting its credibility and excellence in international trade operations.
Looking toward the future, Hangzhou Brew Plant Co., Ltd. will continue to uphold its philosophy of innovation, sustainability, and health-oriented development, further expanding its plant extraction technologies and product applications. By combining natural resources with modern science, the company aims to create greater value for customers and contribute to the global development of natural, healthy, and sustainable industries.

Why we understand indoor greenhouses better than anyone else.
Our background in plant extraction (as detailed in our "About Us") provides us with a profound advantage in the greenhouse manufacturing sector. We don't just build structures; we build optimized biological environments. Understanding the precise chemical needs of plants—like the extraction of high-purity Mogroside from Monk Fruit—allows us to engineer greenhouse systems that control lighting, humidity, and CO2 levels to maximize the concentration of active compounds.
For B2B buyers looking for Industrial Indoor Greenhouse Suppliers, this means our systems are validated by biological science. Whether you are growing for food or for high-value botanical compounds, our factories provide the specialized engineering required for elite-level yields.
Reliable structures for every agricultural challenge.