The global agricultural landscape is undergoing a paradigm shift. Microgreen Systems have transitioned from niche hobbyist setups to massive industrial-scale operations. As urbanization accelerates and the demand for nutrient-dense "superfoods" grows, commercial microgreen production has become a multi-billion dollar sector. These young seedlings, harvested just after their first true leaves appear, contain up to 40 times more nutrients than their mature counterparts, making them a staple in high-end culinary arts and the wellness industry.
Annual CAGR Growth
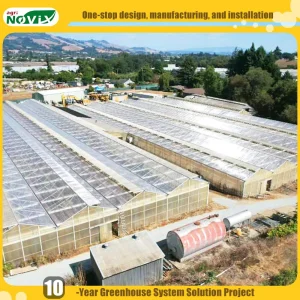
Year-round Production
Less Water Usage
Today, vertical farming and containerized microgreen systems are being deployed in major hubs like New York, London, Dubai, and Singapore. The industrial focus is no longer just on growing; it is on data-driven cultivation. Modern systems integrate IoT sensors to monitor humidity, CO2 levels, and PAR (Photosynthetically Active Radiation) to ensure every harvest is consistent in flavor, texture, and nutritional value.
Automated seeding, watering, and climate control reduce labor costs by 60% while increasing yield precision.
Custom light spectrums (blue and red ratios) are now tailored specifically to enhance anthocyanin and vitamin content in microgreens.
Container-based farms allow businesses to scale horizontally by adding units as demand increases, minimizing initial risk.
As Microgreen Systems Manufacturers & Factories, we have observed a surge in demand for integrated solutions. Global enterprises are no longer looking for simple racks; they require complete ecosystems that include HVAC, water filtration, and remote monitoring software.
Why are global procurement officers turning to Chinese manufacturers? The answer lies in the intersection of advanced engineering and cost-efficiency. From boutique restaurants in Paris to large-scale supermarket suppliers in the USA, the need for reliable microgreen equipment is universal.
Located in the heart of China's technological hub, Hangzhou Brew Plant Co., Ltd. leverages the world's most robust supply chain. We don't just manufacture hardware; we engineer biological solutions. Our systems are designed to be "plug-and-play," reducing the technical barrier for new agricultural entrepreneurs.
Since its establishment, Hangzhou Brew Plant Co., Ltd. has adhered to the development philosophy of “From Plants, Research for Health.” Rooted in the field of natural plant extraction, the company focuses on the intensive processing and deep development of plant-based raw materials. With gallnut, Siraitia grosvenorii (monk fruit), turmeric, bitter orange, and Sophora japonica as its core resources, the company has established a stable supply chain and advanced production technology to transform natural plant materials into high-value functional ingredients.

The company’s main products include tannin, gallic acid, propyl gallate, mogroside (siraitin), curcumin, hesperidin, rutin, and other plant-derived compounds. These products are widely used in many industries such as pharmaceuticals, food and beverages, animal feed, textile processing, printing and dyeing, metallurgy, new materials, aerospace, and microelectronics. With reliable quality and competitive supply capability, the products are exported in large quantities to the United States, the European Union, Japan, Southeast Asia, and other international markets.
Guided by innovation and quality, Hangzhou Brew Plant Co., Ltd. continuously strengthens its research and development capabilities, production technology, and quality management systems. The company integrates modern extraction technology, purification processes, and strict quality control standards to ensure that every product meets international requirements and customer expectations.
With advanced technical strength, stable production capacity, and consistent product quality, the company provides reliable functional ingredient solutions for industries such as food, pharmaceuticals, animal nutrition, and electronic materials. Through long-term cooperation with global partners, the company is committed to delivering efficient, safe, and sustainable plant-based solutions to customers worldwide.
To ensure high standards in management and product safety, the company has obtained a series of international certifications, including ISO9001, ISO14001, ISO22000, ISO45001, and ISO56005. In addition, the company is registered with HACCP, FAMI-QS, HALAL, KOSHER, and REACH, demonstrating its commitment to global regulatory compliance and food safety standards. It is also an enterprise that has obtained Advanced AEO Certification from Customs, reflecting its credibility and excellence in international trade operations.
Looking toward the future, Hangzhou Brew Plant Co., Ltd. will continue to uphold its philosophy of innovation, sustainability, and health-oriented development, further expanding its plant extraction technologies and product applications. By combining natural resources with modern science, the company aims to create greater value for customers and contribute to the global development of natural, healthy, and sustainable industries.